























Client:
Casting parts manufacturer supplying to Major OEMs.
Scope:
To increase the capacity of the plant from the current perday capacity of 3 Tonnes to 5 Tonnes, by looking at layout optimization, automation of critical processes, process study and elimination of non-value added activities.
Visual Representation of Our Value Delivered
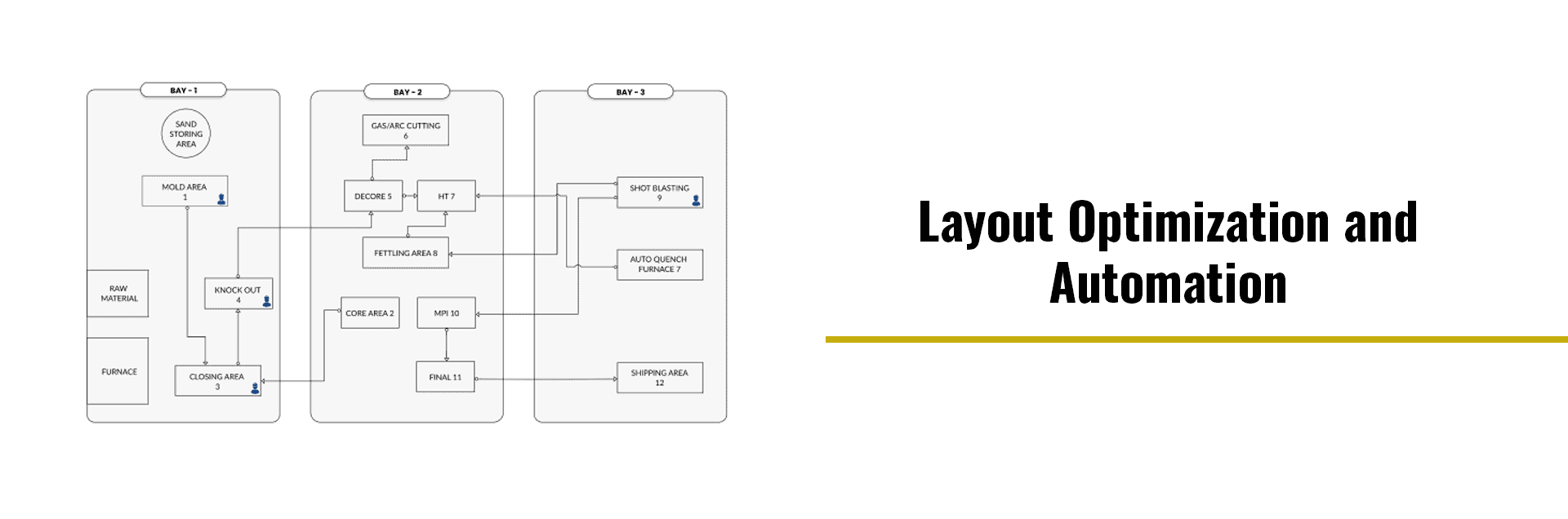
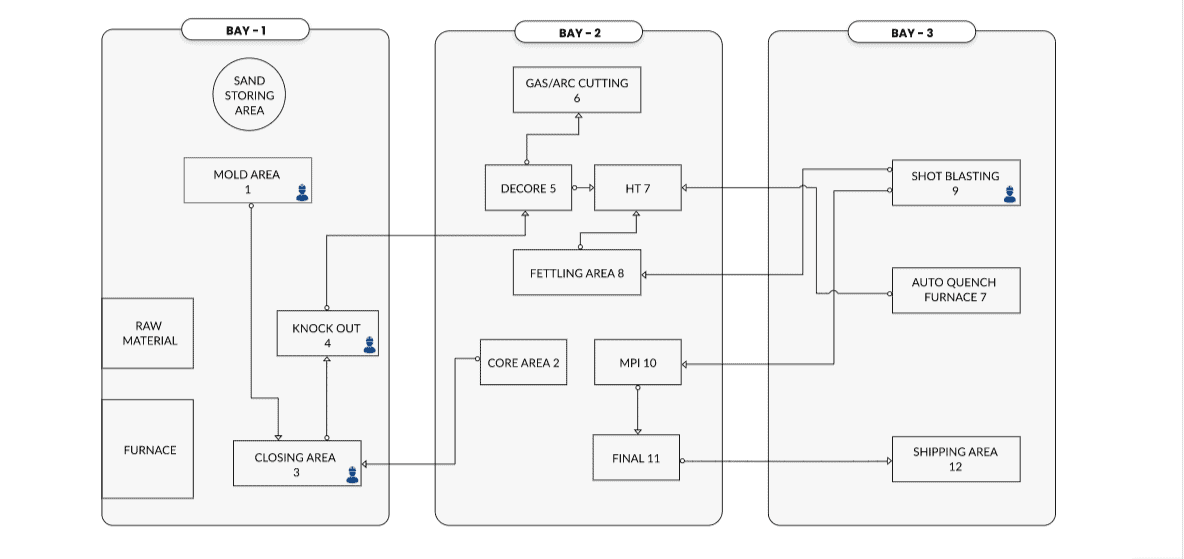
existing Layout
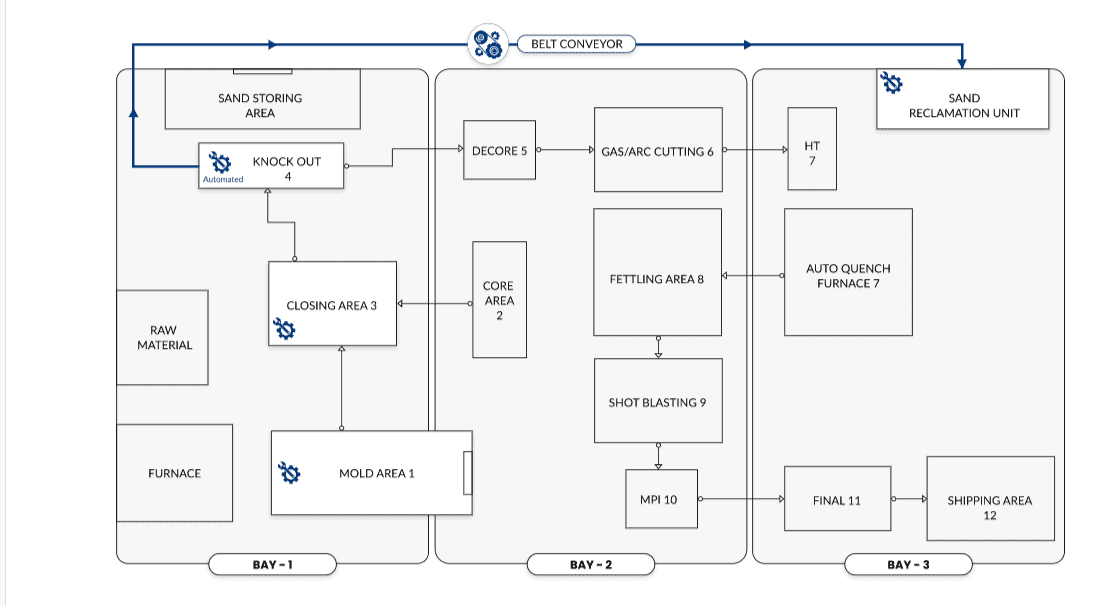
Proposed Layout
Existing process
- Sand & Sodium Silicate mixing is done manually
- The mixture is carried to the moulding area manually
- 3 skilled, 7 semi-skilled & 3 unskilled manpower
Proposed process
- Automatic mixing and tansfer of mixed sand to the moulding area with a shooter arrangement
- Arrangement for storing fresh sand in a hooper
Advantages
- Consistency of sand & Sodium silicate mixing ensured at the point-of-use
- 7 semi-skilled and 3 unskilled operators moved out
Existing process
- After curing the molds (after they received the molten metal) for 24 hours, the molds are transferred to the knock-out area manually.
- The metal boxes are removed by hammering them.
- The metal and the sand are separated by knocking them manually
Proposed process
- The molds are transferred to the knock-out area by the conveyor system and placed on a knock-out/shake-out table. This is a vibrating table.
- Due to the vibration, the metal box is easily separated from the mold. Also the solidified cast part is separated from the sand mold.
Advantages
- The 24 hours waiting period is eliminated
- Eleminated the manpower due to the automation
Existing process
- The sand lumps are carried manually to a sand crushing area.
- The sand lumps are crushed by moving a heavy roller on them
- A potion (usually 20%) of the used sand is then mixed with sodium silicate and reused as packing sand inside the mold.
Proposed process
- The sand lumps are transferred to the sand crusher using a conveyor arrangement.
- The crushed sand is separated and stored in overhead tanks.
- As an when required, this crushed sand is mixed with sodium silicate and transferred to the mold line (to be used as a packing sand)
Advantages
- Improved house keeping
- Eleminated the manpower due to the automation
Existing process
- It was difficult to move the "molded parts" to the "closing area" via "knockout".
- Two overhead cranes were needed. One for handling the furnace and another one for moving the molds.
Proposed process
- Kept the mold area nearby furnace.
Advantages
- Eleminated the necessity of two overhead cranes and used the same overhead crane for both
Existing process
- There was a criss-cross movement in material handling
Proposed process
- Rotated the furnace orientation
- Introduced sand reclamation equipment and transferred the sand lumps from the knockout stage using a belt conveyor
- Placed all the stations as per the sequence of operations.
Advantages
- The material handling time was reduced drastically.
Value delivered:
- Reduced the manpower from 10 to 3 in mold making area and from 4 to 1 in knock out area.
- Removed the criss-cross movements. So material handling time was reduced.
- Used the same overhead crane for both furnace and closing area.
- Better utilization of layout to accommodate more equipment.
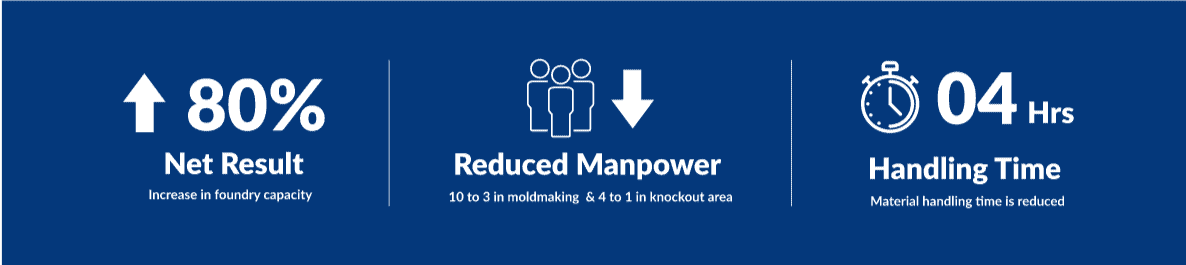
The Benefit:
Overall, the net result was a 80% increase in foundry capacity, along with improved interdivisional efficiency, communication and cooperation.
If you would like to know more about this topic.